热点资讯

4V×39S+5FC-32扇形股镀锌钢丝绳生产
发布时间:2020-02-03 10:48 文章来源:未知 文章作者:admin 点击数:
早在20世纪70年代初期,日本钢丝绳制造业就已经采用圆股挤压成型的方法成功制造了一种钢丝绳新产品凹,此种钢丝绳的股断面形状近似于扇形(类似异型股),股内钢丝之间呈线接触
早在20世纪70年代初期,日本钢丝绳制造业就已经采用圆股挤压成型的方法成功制造了一种钢丝绳新产品凹,此种钢丝绳的股断面形状近似于扇形(类似异型股),股内钢丝之间呈线接触,外层钢丝近似面接触,捻制形式为交互捻,这就是常说的四股扇形股钢丝绳。扇形股钢丝绳综合了钢丝线接触、面接触,以及异型股的长处,具有破断拉力高、耐磨性好、耐挤压、不旋转、耐疲劳、使用寿命长等特点。我国在20世纪70年代后期利用挤压成型工艺制造了四股扇形股钢丝绳,当时的挤压工艺主要包括股挤压、绳挤压和后挤压(定径)。生产四股绳的方法主要有圆股挤压、锻打、辊压和合绳时整体模拉等方法。
1扇形股镀锌钢丝绳生产方案的确定
用户订货要求湘潭钢铁集团有限公司钢丝绳厂(简称湘钢钢丝绳厂)生产直径32mm、最小破断拉力≥642kN的4V×39S+5FC扇形股镀锌钢丝绳,钢丝绳的直径公差为0~+4%。以前湘钢钢丝绳厂生产的4V×39S+5FC钢丝绳,直径为16~24
mm,且以光面钢丝绳居多,针对此次钢丝绳的生产特点结合湘钢钢丝绳厂实际,并对比整体模拉和圆股挤压工艺,决定设计一种特殊预变形器并加圆股挤压装置进行生产,而不采用整体模拉的方法。
(1)采用整体模拉法对股捻制质量要求极其严格。对成捻后的圆股钢丝绳进行模拉,如果股捻制质量不高,钢丝绳表面与模具之间的摩擦必然引起股中个别钢丝出现凸起现象]。随着拉拔过程的继续,该现象会逐渐加剧,当其发展到一定程度,钢丝的过度隆起将导致拉拔无法进行。
(2)采用特殊预变形器并加圆股挤压装置独有的优点,一是改变整体模拉时的滑动摩擦为滚动摩擦,不会使模具对表面锌层造成损伤;二是股绳经过特殊预变形器已初步变形,再经过捻绳时多道次的挤压使钢丝绳发生弹、塑性变形,由于钢丝绳经过变形装置的时间较长,钢丝绳中股的结构更加稳定。因此采用特殊预变形器并加圆股挤压法生产镀锌扇形股钢丝绳是一种比较适合的方法。
2钢丝绳的生产
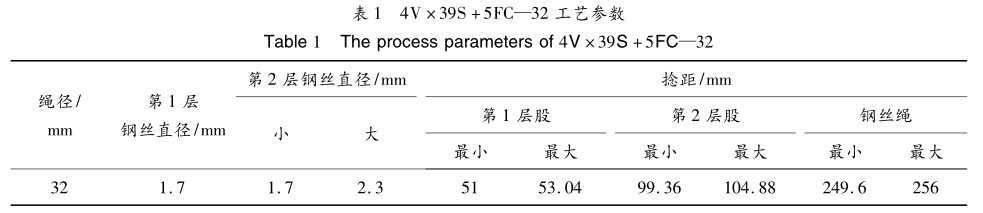
4V×39S+5FC-32钢丝绳的工艺参数见表1。
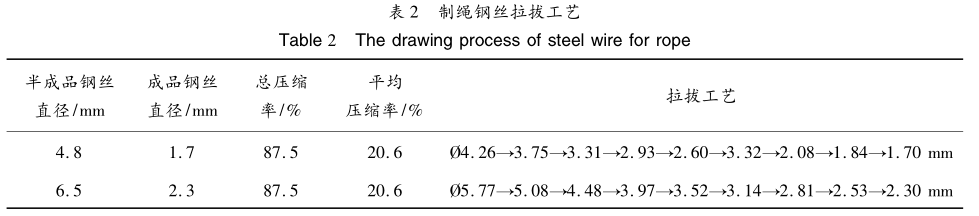
2.1制绳钢丝生产工艺生产过程采用湘钢生产的70钢盘条作为制绳钢丝的原料,并实行专料专用,保证制绳钢丝力学性能满足要求。钢丝生产时对半成品钢丝进行铅淬火索氏体化处理以及后续的表面处理。热处理过程控制好铅温、线温、收线速度以保证拉拔后钢丝的力学性能,根据所需成品钢丝抗拉强度要求选取合适的拉拔半成品。为了提高光面制绳钢丝的力学性能,拉拔过程中采用多道次、小压缩率的方法,减少部分压缩率和增强拉丝机工装设备的水冷效果来保证光面制绳钢丝抗拉强度的提高和扭转值的增加]。制绳钢丝拉拔工艺见表2。
2.1制绳钢丝生产工艺生产过程采用湘钢生产的70钢盘条作为制绳钢丝的原料,并实行专料专用,保证制绳钢丝力学性能满足要求。钢丝生产时对半成品钢丝进行铅淬火索氏体化处理以及后续的表面处理。热处理过程控制好铅温、线温、收线速度以保证拉拔后钢丝的力学性能,根据所需成品钢丝抗拉强度要求选取合适的拉拔半成品。为了提高光面制绳钢丝的力学性能,拉拔过程中采用多道次、小压缩率的方法,减少部分压缩率和增强拉丝机工装设备的水冷效果来保证光面制绳钢丝抗拉强度的提高和扭转值的增加]。制绳钢丝拉拔工艺见表2。
镀锌工艺的选择不仅直接影响半成品制绳钢丝的力学性能,对钢丝绳的整体性能也有决定性的影响田,因此在设计镀锌工艺时重点对锌锅温度、浸锌时间、浸锌长度以及收线速度进行了设计。镀锌采用电磁抹拭技术,严格控制氮气流量、氮气温度、电流、水冷却、风冷流量等,确保镀锌钢丝上锌量及表面质量满足要求。
2.2股绳的生产
股绳捻制第1层(FC+9)在GGZ-12/300管式股绳机上生产,采用9孔分线盘,生产前应精确配丝,配合适的棉芯。精确的配丝可以保证在包捻第1层钢丝后得到合理的股绳直径,选用正确的棉芯,能确保股绳内层的股径,保证棉芯的填充度饱满并为包捻外层钢丝提供所需的股径。一般保证内层股径要有正公差。股绳采用的棉芯参数见表3。在生产第1层股绳时杜绝股绳起棱、起浪和钢丝交错等现象,严格控制钢丝绳股绳第1层(FC+
9)捻距倍数在7.50~7.80,此次生产过程中测量的第1层的捻距为52.6mm。包捻第2层((FC+9)+15+15)的时候在30/
400管式股绳机采用15+15西鲁式分线盘。第2层股生产时要保证股面紧密,丝与丝间不允许有缝隙,这样成品合绳时股在预变形卡具处进行挤压变形的过程中,股的外层钢丝之间能够紧密接触,不致于使丝与丝间产生缝隙。股绳第2层捻距倍数在7.2~7.6选取,且按照不松散设置预变形参数,股绳第2层的捻距为102mm。
2.3成绳的生产
4V×39S+5FC-32的合绳在筐篮式8/1250成绳机上生产。用扇形股预变形卡具首先使圆股变为异型,并配合圆股挤压装置相结合的方法。采用圆股挤压成型工艺应注意:(1)预变形器的压辊应压到股中钢丝不裂缝前提下的最大限度;(2)股绳在进入压线瓦时用机油或专用油脂润滑、冷却;(3)在合绳的同时,应使工字轮按1:15(即当机身转动15圈的同时工字轮框架正向翻转1圈)进行上劲翻身;(4)在开始合绳时,如果股头端钢丝过松,或中途因上劲数跟不上而过松劲,均允许适当停车上劲翻身,但每次不能过多,应断续间歇进行。扇形股预变形器是对圆预变形器的压辊进行改造,依旧采用的是三辊可调节的立式预变形],借鉴生产三角股钢丝绳的经验,对立式预变形器的压辊进行改造,改造后的预变形器及预变形器压辊如图1、图2所示。
3结论
3结论
采用特殊预变形器加圆股挤压法生产四股扇形股钢丝绳,设备较简单,易于操作,在此次生产中实测钢丝绳直径分别为32.3mm、32.6mm,钢丝绳的直径公差满足用户要求的0~+4%。为了改善钢丝绳的不旋转性,采取以下工艺措施:(1)适当减小股的拾距;(2)增大绳的拾距;(3)在圆股挤压变形避免了钢丝绳生产过程中的断丝问题,提高了钢丝绳的质量和使用寿命。