热点资讯

钢丝绳捻制机器
发布时间:2019-09-12 19:50 文章来源:未知 文章作者:admin 点击数:
松制机体是讼测设备的重要组成部分。捻制时,论制机体带动单线绕其中心转动,检制机体给单我以足够的检制力矩,将若干根单线论制成股或绳。不同类型的论制设备,捻制机体有所
松制机体是讼测设备的重要组成部分。捻制时,论制机体带动单线绕其中心转动,检制机体给单我以足够的检制力矩,将若干根单线论制成股或绳。不同类型的论制设备,捻制机体有所不同,下面将分别了以介绍。
一、管式机的捻制机体
(一)筒体结构
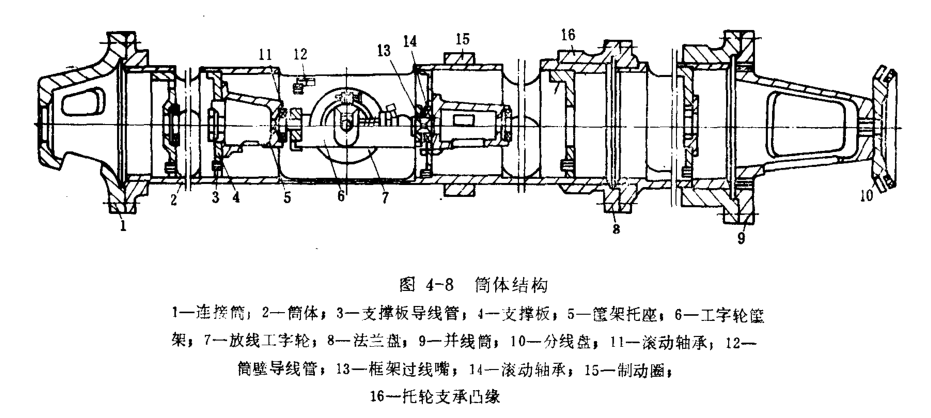
管式机的捻制机体是由数节筒体串联而成的,放线工字轮放置在筒体内,筒体为整体结构,具有较高的刚性,一般采用钢管或用钢板卷制焊接,焊接时要求焊缝连续均匀,不得有焊接缺陷,并需经相应的热处理。
图4-8所示为一筒体结构。
每节筒体内一般串联放置三个放线工字轮(亦有两个的)。在筒体上相对每个放线工字轮处沿筒体的圆周开有窗孔,以便装卸放线工字轮。一般可在筒体上均匀分度开有三个窗孔,亦有两窗孔的,两窗孔较三窗孔的窗孔尺寸大,可减少筒体的制造加工量,装卸工字轮方便,便于实现机械化装卸工字轮。
各节筒体靠其端部的法兰盘8通过螺栓联接在一起,法兰盘可焊接在筒体上或用铆钉铆在筒体上。为减轻由筒体安装误差带来的影响,法兰盘间的螺栓联接采用加装橡皮垫的弹性联接,如图4-9所示。
每节筒体用支撑板4分为2~3段,支撑板4与筒体固连在一起,工字轮筐架6两端通过滚动轴承11安装在支撑板上筐架托座5的孔中。由于工字轮筐架的重量集中在下部,重心低于筒体回转中心,加之采用滚动轴承摩擦小,故筒体的转动并不能通过筐架托座传给工字轮管架,所以当筒体转动时,工字轮筐架及放线工字轮并不绕筒体回转中心转动,而保持水平位置。
单线从各放线工字轮上放出后,穿过工字轮筐架上的过线嘴13及筒壁导线管12,沿筒体内壁经支撑板导线管3向机尾穿出。芯线从放芯架放出后进入筒体,经各支撑板导线管前进。由于该管式机单线穿在筒体内壁上,故称其为内穿线式管式机。
各根单线离开筒体后从筒体尾部的并线筒9外穿出,穿过分线盘10进入压线模进行捻制。简体上的制动圈15为制动时的制动面。凸缘16为托轮的支承表面。
内穿线式管式机的缺点是穿线操作不方便。
外穿线式即在筒体的外壁上设置有硬质合金或其它耐磨材料制成的导线模,单线从放线工字轮上放出后从筒体内引出,沿筒体外壁向机尾穿去。由此可缩小筒体尺寸,并有利于提高筒体转述,且穿线方便。图4-10为外穿线式管式机筒体的展开图。
管式机筒体内部的几个角度见图4-11,这几个角度对筒体的尺寸及捻制后股、绳的质量有一定的影响。角度过大将导致单线在筒体内穿行时弯曲程度增大,从而使单线运行阻力增大,造成牵引功率增大,且易擦伤单线表面;角度过小会造成筒体长度的增加及筒体转动惯量的增大,从而使筒体转速降低。这些角度的选取范围为:芯线进线角0<15°;放线角a<27°;出线角A<25°;捻制锥角P<22.5°。
由于筒体内放置有工字轮筐架及放线工字轮,故筒体的直径较大,机身较长,加之筒体转速较高,因此对筒体的制造及安装要求均较严格,每节筒体须经动平衡试验。
(二)工字轮筐架
工字轮筐架是用来支承放线工字轮的,其形式多为摇篮式,见图4-12所示。
结构较小的工字轮筐架多为整体铸钢件,较大的工字轮筐架则采用焊接箱形结构。放线工字轮根据在工字轮管架上支承方式的不同,工字轮筐架分为有轴式和无轴式两种。
工字轮管架上一般均带有锁紧装置和放线张力控制装置。锁紧装置用于将工字轮或工字轮轴锁紧在工字轮筐架上,以防捻制时工字轮飞出。在捻制过程中若各根单线的放线张力不一致,将会造成股、绳中各单线松紧不一,股、绳捻制不紧密,甚至会使捻制后的股绳起棱或出现缝隙。若放线张力过大易造成断线,放线张力过小则易产生乱线。在放线过程中,随工字轮卷绕直径的减小,放线速度及放线张力将发生变化,加之各放线工字轮上的线不可能一样多,这些均需通过放线张力控制装置加以控制。
图4-13所示为一有轴式工字轮筐架。将放线工字轮1穿入轴后,放入工字轮管架3中,并通过插销及弹簧等组成的锁紧装置7将工字轮轴锁紧。放线张力控制装置为绳轮式,放线时单线前进带动放线工字轮转动,放线工=轮拨动制动轮6转动,制动轮可焊接在放线工字轮侧面,也可以与工字轮轴作成一体,由于制动轮被尼龙绳8拉住,所以起阻尼作用。当捻制的股、绳结构不同或单线的规格不同时,通过调节螺母9可改变尼龙绳8的松紧程度,以调节放线张力。放线张力经调整完毕,开车后就无法再调整了,只能听其自然。在放线过程中,随工字轮卷径的减小使放线速度有降低的趋势,为保证恒线速放线需加快工字轮的转速,此时虽因工字轮容量的减少使共转速自动提高,但尚不足以保证放线速度的不变及恒张力放线。
图4-14所示为一可在放线过程自动调节放线张力的工轮管架。放线时,放线工字轮1拨动制动轮2,在制动轮轮缘处的制动块4起阻尼作川,制动块与板簧8相连,板簧的另一端与工字轮筐架3绞接,板簧的中部被一可转动的山轮7压紧,当凸轮转动时可改变制动块作用在制动轮上的压力,以调节放线工字轮的转速。
凸轮7与连杆6及压线辊5连接,山轮臂被拉簧9拉紧,由于拉簧的作用,压线辊在放线过程中始终压在放线工字轮上的线卷上,随卷径的变小,连杆逆时针摆动,带动凸轮转动。当凸轮逐渐由长半径转至短半径时,作用在板簧上的压力逐渐减小,即使制动轮所受的阻尼减小,放线工字轮转速加快,使放线速度及放线张力保持恒定。
图4-15所示为一无轴式工字轮管架,放线工字轮支承在两顶头7上,顶头处装有由制动轮6及尼龙绳5组成的放线张力控制装置,管架内侧装有用于帮助支承工字轮的支持环2,扳动弓形手i3可使两顶头沿轴线方向移动,通过弹簧4可将两顶头锁紧在工字轮孔中。无轴式支承方式可减轻工字轮管架的重量,装卸工字轮方便。