热点资讯

钢丝绳芯输送带硫化工艺优化探讨
发布时间:2022-07-13 15:16 文章来源:未知 文章作者:admin 点击数:
1硫化前的准备工作 钢丝绳芯输送带接头硫化前的准备工作主要包括:钢丝绳搭接方式和输送带接头长度的计算、施工现场位置的确定和清理布置、硫化施工所需要的材料、设备及工器具
1硫化前的准备工作
钢丝绳芯输送带接头硫化前的准备工作主要包括:钢丝绳搭接方式和输送带接头长度的计算、施工现场位置的确定和清理布置、硫化施工所需要的材料、设备及工器具的准备等。其中,硫化施工所需要的材料、设备及工器具就有五十多种,准备工作较为烦琐,大到硫化设备、工作平台,小到粉笔、铁钉,事无巨细,都要一应俱全,否则将直接影响到接头的硫化进程。
2把硫化接头预拉到硫化地点,截断输送带
钢丝绳芯输送带硫化施工时,必须将皮带输送带上剩余的煤全部拉空,把需要硫化的接头停在施工位置附近,将带式输送机停电闭锁,松开张紧装置消除输送带张力。然后把输送带往机头方向预拉一定长度后,截断输送带旧硫化接头。预拉输送带时,一要使用专门的卡具卡紧输送带,避免输送带损伤,二要保证预拉后接头处有足够的硫化富余量。
3搭设硫化平台
通常的施工方案是在硫化地点拆除7组上托辊架,留出足够的硫化空间,然后搭设两个硫化平台,并在两个平台之间依次铺设硫化底梁、水压板、隔热板和下加热板。该方案存在以下缺点:(1)整个硫化过程需要拆卸和组装7组上托辊架及上托辊,需要耗时1.5h左右。(2)拆装上托辊架时,上托辊极易脱落,稍有不慎就会造成砸伤人员事故。
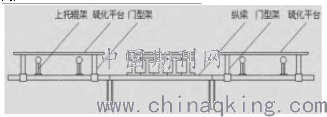
为了提高工作效率,我们专门加工四个门形架,其高度稍高于带式输送机上托辊的高度。硫化前,每两个门形架为一组横跨在上托辊的上方,并在机架上固定牢固后铺上平板,两个硫化平台即搭设完毕(如图1所示)。然后在两个平台之间只需拆除3架上托辊架,铺设硫化底梁、水压板、隔热板和下加热板,该工序即可完成。与通常的施工方案相比,可节约时间1h。
4普通钢丝绳芯输送带接头型式的选取
钢丝绳芯胶带硫化接头搭接形式可分为:一级、二级、三级和四级。其中一、二级适于钢丝绳强力低、直径小、绳间隙大的输送带;三、四级适用于高强力规格输送带。选择硫化接头搭接形式应依据胶带的带强度、带型、钢丝绳间距和带宽等诸多因素综合确定。在选用胶带接头型式时,应保证满足以下几个方面:
接头强度应满足达到胶带强度的90%以上;
接头钢丝绳之间平均有效间距应大于1.5mm;
接头硫化设备长度应满足整个接头一次硫化完毕。
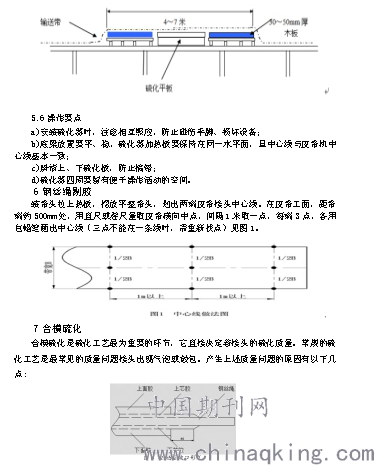
5作业流程
作业准备—→截绳、对中—→修整、打毛—→铺下胶—→摆钢丝绳—→截胶、盖上胶—→压板、紧固—→硫化—→开模、修整—→验收、检测
5.1作业前准备
钢丝绳芯胶带接头硫化主要有以下几道工序:安装硫化器及操作平台、划线、剥绳、裁绳、找中、刷胶浆、铺下胶、摆绳、铺上胶、安装上加热板、紧固、加热、打压、计时、起模、修整。
5.2人员要求
熟悉掌握操作程序及工艺要求的接头硫化工3-4人,技术指导人员1人。
5.3设备准备
接头硫化器(电加热水冷却平板式硫化器)、380v和220v交流电源、配套硫化(自动/手动)控制开关、加压泵、加压泵控制开关。硫化器总长度大于接头长度+300mm;硫化器宽度大于带宽+150mm。垫铁长度大于接头长度+500mm;垫铁厚度比成品带厚度薄1.0-1.5mm。
5.4材料准备
每个接头上盖胶、下盖胶、芯胶配套。厚度按生产时胶片厚度,宽度为带宽+200mm,长度为接头长度+300mm。胶浆5千克。浓度:胶与汽油比1:4~5。120#汽油5千克。
5.5接头场地
整、宽阔、干净、无粉尘、空气干燥、有水源、要有足够光线或照明。等距离水平铺设放硫化器的二根工字钢底梁或枕木,摆放宽度要小于硫化器宽度(如果是斜角硫化器,底梁按照硫化机角度相互错落放置)。底梁两端的胶带定位平台,要与底梁固定在一起,台面要与硫化加热板持平或略低于下加热板面5mm左右。铝合金横梁按加热板斜角均匀摆放在底梁上。将水压板放在横梁上,再在水压板上放置隔热木板,然后在隔热板上放置下加热板。
(1)合模前,清洗钢丝绳和胶料的120#汽油没有完全挥发掉,或者粘有水分。
(2)合模操作过程不合理,造成接头内的空气不能完全排出。
(3)水压板压力较小。
(4)水压板堵塞,压力达不到要求。针对上述质量问题,我们采取了以下改进措施,保证了接头的硫化质量。
(1)在合模前先将下加热板通电加热到80℃左右,尽量将接头的汽油和水分蒸发掉,然后再合模。
(2)铺上层面胶后,用小刀在上层组合面胶上划开一些排气口,并用橡皮锤从中间向四周均匀敲打其上表面,排出空气。在合模后紧固硫化设备压紧螺栓时时,从中间硫化梁的压紧螺栓开始,依次向两侧均匀、同步紧固,使残余的空气被有效挤出。横梁两端的紧固螺栓要按照从中间向两侧的顺序全部拧紧。
(3)调整原来的硫化工艺参数,通过增大压力,使橡胶与钢丝绳紧密黏结,并保证空气和一些挥发性物质尽量排出。(4)在水压板的排水口处增加一套压力表,对水压板的压力实时监测,保证压力稳定在1.8MPa。6降温冷却,拆除硫化设施硫化恒温45min后,停电自然冷却,当硫化板的温度下降到60℃以下时,释放水压,拆除硫化设施。通常冷却时间需要6h左右。
为了缩短冷却时间,我们采用恒压水冷法。具体操作方法为:硫化恒温45min后,自然冷却到120℃,然后利用水循环冷却系统对加热板冷却降温,待温度下降到60℃以下时,释放水压,拆除硫化设施,整个冷却时间可缩短到80min左右。
结语
工作结束后将剩余胶料、汽油、镀锌板及各种工具及时回收;将硫化器安装好,整齐放置,妥善保管,不得遗失或损坏;对周围环境仔细检查,不得留下安全隐患;清理现场,垃圾杂物严禁随意丢弃,合理处理。