热点资讯

高强度高破断粗直径压实股钢丝绳的研制
发布时间:2019-12-26 09:44 文章来源:未知 文章作者:admin 点击数:
1研发背景 1.1客户需求 本公司接到客户订单,需要公称直径110mm钢丝绳,并要求钢丝绳最小破断拉力达9000kN,具体结构由厂家选定。 1.2技术剖析 表1是根据GB/T20067-2006《粗直径钢丝绳》标
1研发背景
1.1客户需求
本公司接到客户订单,需要公称直径110mm钢丝绳,并要求钢丝绳最小破断拉力达9000kN,具体结构由厂家选定。
1.2技术剖析
表1是根据GB/T20067-2006《粗直径钢丝绳》标准[口给出的破断拉力系数,选出数值较高的几种结构类别。
根据公式F。=K-D2R。/1000(其中:Fo为钢丝绳最小破断拉力,kN;K°为某一指定结构钢丝绳的最小破断拉力系数:D为钢丝绳直径,mm:R。为钢丝绳公称抗拉强度,MPa),可以分别得出两种最小破断拉力系数钢丝绳的平均抗拉强度为:
R1=1000×9000/(0.356×l107)=2090
MPa;R,=1000×9000/(0.346×1100)=2150
MPa.
由此可以得出,GB/T20067-2006标准范围内的结构以及强度级不能满足客户需求。
1.3主股结构及工艺路载的选择
1.3.1结构的选择
本公司结合多年的生产实际经验,大胆提出研发多丝多层压实股钢丝绳来满足客户需求。因为压实股钢丝绳的特点是金属填充密度系数大,相同强度相同直径的压实股钢丝绳整绳破断拉力高于非压实钢丝绳12%以上,所以钢丝绳的公称强度达1960MPa就可满足客户需求。
本公司根据自身的设备情况以及工艺成熟程度,最终选择8×K84WSNS+IWR结构进行生产,制绳钢丝按1960MPa生产。
1.3.2工艺路线的选择
压实股钢丝绳的生产方法有以下几种国:(1)异型钢丝挖制法:(2)先捻后拉法(锻打法):(3)边捻边拉法(模拉法):(4)辊模轧制法。因84WSNS结构是分两次捻制,本公司大胆提出采用整体模拉与锻打法相结合进行生产,即下线(第一次捻制)采用整体模拉法,上线(第二次捻制)采用锻打法。
2. 8xK84WSNS+IWR钢丝绳研制
2.1工艺参数确定2.l.1捻距倍数
捻距倍数是钢丝绳生产的一个非常重要的技术参数。对不同用途钢丝绳的捻距倍数选择直接影响钢丝绳的使用寿命,同时挖距倍数也影响钢丝绳中的股径大小。根据多年的生产经验以及压实股钢丝绳的特性,合绳捻距倍数选择6.5倍。
2.1.2外层主股上线控制直径计算钢丝绳设计直径按公称直径增加3%进行设计,即设计直径da=110x(1+3%)=113.3mm。
根据资料]查得:捻距倍数6.5,8股绳绳径10
mm钢丝绳的主股直径为2.6669mm。
dg=da/10×2.6669=l13.3/10×2.6669x
30.22mm,取外层主股模径30.20mm。
2.1.3外层股压缩前股径
根据生产工艺经验,确定外层股上线的压缩率为6%,根据压缩率公式换算得出:
..=/oaH ix31.486mm.
94其中:dm为外层股上线压实前股径,mm:dG为外层股上线压实后股径,mm。
2.1.4钢芯直径计算
ds=da-dg×2=113.3-30.2×2=52.9
mm.其中:d为钢丝绳钢芯直径,mm;da为外层股上线模径,mm。
2.l.5主股钢丝直径计算
主股结构为l+7+7/7+l4+24+24,分两次捻制,上线股的捻距倍数取9.0,下线股的捻距倍数取8.5。
2.1.5.1上线股钢丝直径
根据资料算出捻制系数ma上=9.016,
6s=31.486/9.016=3.492mm。
由经验dr:66:6=5.4622:0.7749:1.0000,得出下线股径d=19.07mm,6=2.7lmm。
其中:d;为外层股下线股绳直径,mm:8;为外层股上线内层钢丝直径,mm:5。为外层股上线外层钢丝直径,mm。
2.1.5.2下线股钢丝直径计算
下线股模径取19.10mm,下线股压缩率取12%国,根据压缩率公式换算得出:
OaWc d下a=一88=20.36mm.
其中drm为外层股下线压实前股径,mm;ds6为外层股下线压实后股径,mm。
根据资料查出捻制系数mo下=5.688。
8-3=20.36/5.6883.579mm。
由80:651:621:6-2:6s=l.072 1:0.8129:
0.7975:0.6175:1.00004,得出:6)=3.84mm,
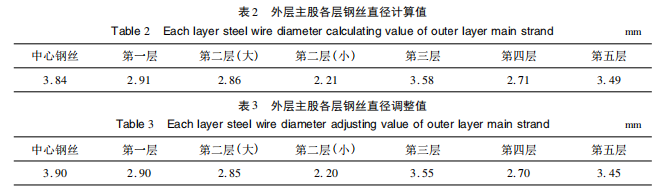
651=2.91mm,5a=2.86mll,62=2.2lmm.其中:50为外层股下线中心钢丝直径,mm;8!为外层股下线第一层钢丝直径,mm;6a为外层股下线第二层粗钢丝直径,mm:8为外层股下线第二层细钢丝直径,mm;8g为外层股下线第三层细钢丝直径,mm。
外层主股各层钢丝直径计算结果见表2.
考虑合理的间隙同,对外层主股各层钢丝直径进行调整,结果见表3.
2.1.6股的捻距计算
2.1.6.1外层主股捻距计算外层主股下线捻距倍数为8.5,模径为19.10
mm,捻距S下=19.10×8.5=162.35mm:外层主股下线捻距倍数为9.0,瓦径为30.20
mm,捻距S;=30.20×9=271.80mm。
2.1.6.2钢丝绳捻距计算钢丝绳捻距倍数为6.5,挖距S%=110×6.5=
715mm。
2.1.7钢芯的选择设计
钢芯采用压实股,粗直径钢丝绳的钢芯设计也需注意,特别是八股绝钢芯的中心股,由于股径较大,既要减小生产难度,也要满足工艺质量要求,生产设计方面需要多方面考虑。钢芯设计在此不具体进行介绍。
2.2生产过程控制
2.2.1钢丝的生产
由于钢丝直径较大、强度高,特定规格及钢号保证生产的钢丝力学性能满足要求。
2.2.2股绳生产
2.2.2.1下线生产
下线采用模拉工艺,由于生产的钢丝强度高、股径大,因此对模具的材质要求较高。如材质不好,会造成模具提前报废,而且也不利于工艺质量的控制。
2.2.2.2上线生产
上线采用锻打工艺,对锻打瓦的材质要求也较高。因强度高、硬度高,锻打生产过程中对锻打瓦的磨损也较严重,因此生产过程中需关注股径的变化,超出工艺控制要求时应及时进行调整。另外对钢丝的力学性能要求也较高,生产过程中如出现钢丝自断,基本难以修复。
2.2.3合绳生产
3结语
合绳时,选用合适的预变形器,并按照工艺调整好。后变形器参数要严格按照工艺进行调节,各股张力调节一致后才可进行生产。钢丝绳实测直径的平均值为114.25mm.
3结语
本公司在钢丝绳生产过程中,严格按照工艺设计进行控制,符合工艺质量要求。进行整绳破断拉力测试时,当拉力达到9000kN时未出现断丝断股现象,完全达到客户要求。该批钢丝绳全部用于温州瓯江北口大桥的主塔深井施工。
本公司通过8×K84WSNS+IWR高强度高破断压实股粗直径钢丝绳的研发,进一步优化了现场质量管控。同时对模拉及锻打的工艺、现场操作进一步进行总结,对以后的生产研究提供了理论及数据支撑。